 灰鐵機(jī)水桶灰鐵機(jī)水桶的復(fù)驗條件是如果 測試的結(jié)果不能滿足材料的...
灰鐵機(jī)水桶灰鐵機(jī)水桶的復(fù)驗條件是如果 測試的結(jié)果不能滿足材料的...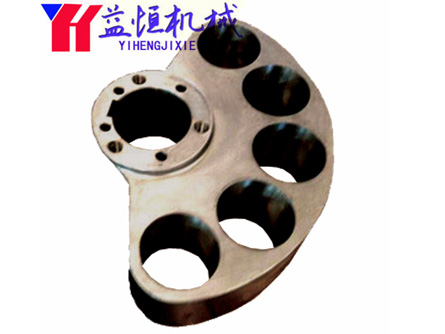 球墨鑄件標(biāo)準(zhǔn)球墨鑄件標(biāo)準(zhǔn):GB9441-88 GB6060.1-85 GB321-81 球墨鑄鐵金相檢驗 表面粗糙...
球墨鑄件標(biāo)準(zhǔn)球墨鑄件標(biāo)準(zhǔn):GB9441-88 GB6060.1-85 GB321-81 球墨鑄鐵金相檢驗 表面粗糙...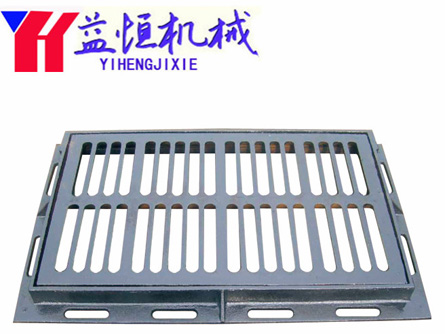 球墨鑄鐵篦子球墨鑄鐵篦子已經(jīng)廣泛用于市政,,園林,停車場,,公路,,碼頭,電廠...
球墨鑄鐵篦子球墨鑄鐵篦子已經(jīng)廣泛用于市政,,園林,停車場,,公路,,碼頭,電廠... 床身鑄件床身鑄件制造合理,、結(jié)構(gòu)穩(wěn)定,、、,、使用壽命長,、材料均采用HT200...
床身鑄件床身鑄件制造合理,、結(jié)構(gòu)穩(wěn)定,、、,、使用壽命長,、材料均采用HT200... 益恒泵體閥門泵體閥門廣泛用于各行各業(yè)的泵和閥門行業(yè),在各種泵和閥門中,,鑄...
益恒泵體閥門泵體閥門廣泛用于各行各業(yè)的泵和閥門行業(yè),在各種泵和閥門中,,鑄...大型機(jī)床鑄件的優(yōu)點:
1,、樹脂砂型剛度好,,澆注初期砂型,這就有條件利用鑄鐵凝固過程的石墨化膨脹,,地縮孔,、縮松缺陷,實現(xiàn)灰鑄鐵,、球墨鑄鐵件的少冒口,、無冒口鑄造。
2,、實型鑄造生產(chǎn)中采用聚苯乙烯泡塑模樣,,應(yīng)用味喃樹脂自硬砂造型。當(dāng)金屬液澆入鑄型時,,泡沫塑料模樣在高漫際金屬液作用下氣化,,燃燒而消夫,金屬液取代了原來泡汪塑料所占據(jù)的位置,,冷卻凝固成與模樣形狀相同的實型鑄件,。
3、相對來說,,消失模鑄造對于生產(chǎn)單件或小批量的汽車覆蓋件,,機(jī)床床身等大型模具等傳統(tǒng)砂型有很大優(yōu)勢,它不但省去了昂貴的木型費用,,而且便于操作,,縮短了生產(chǎn)周期,提高了生產(chǎn)效率,,具有尺寸,,加工余量小,表面質(zhì)量好等優(yōu)勢,。
對于機(jī)床鑄件冷裂的產(chǎn)生 冷裂是裝配平臺鑄件冷卻到低溫處于彈性狀態(tài)時所產(chǎn)生的熱應(yīng)力和收縮應(yīng)力的總和,,如果大于該溫度下合金的強(qiáng)度,則產(chǎn)生冷裂,。冷裂是在較低溫度下形成的,,其裂縫細(xì)小,呈連續(xù)直線狀,,縫內(nèi)干凈,,有時呈輕微氧化色。壁厚差別大,、形狀復(fù)雜的鑄件,,尤其是大而薄的鑄件易于發(fā)生冷裂。 冷裂這樣去防止凡是減小鑄造內(nèi)應(yīng)力或降低合金脆性的措施,,都能防止冷裂的形成,。
鋼和鑄鐵中的磷能顯著降低合金的沖擊韌性,,增加脆性,容易產(chǎn)生冷裂傾向,,因此在金屬熔煉中 嚴(yán)格加以限制,。
