 鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造,、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,現(xiàn)已建立了從模具制造,、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,現(xiàn)已建立了從模具制造,、...
鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,現(xiàn)已建立了從模具制造,、... 選礦機(jī)械配件鑄造件在鑄造過程中,,金屬液可以完全填充模具,使零件的內(nèi)部結(jié)構(gòu)緊...
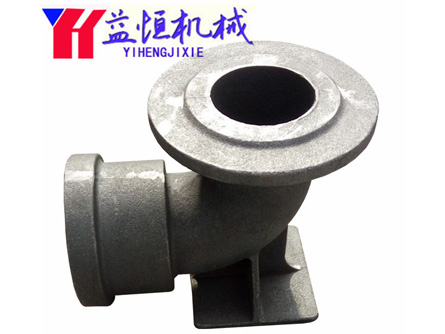
選礦機(jī)械配件鑄造件在鑄造過程中,,金屬液可以完全填充模具,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門泵體閥門是用來開閉管路,、控制流向,、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
泵體閥門泵體閥門是用來開閉管路,、控制流向,、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...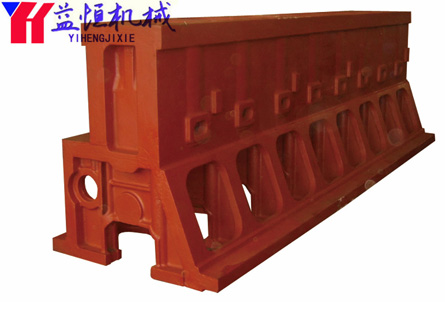
益恒機(jī)械鑄造是生產(chǎn)機(jī)床鑄件廠家,為了的灰鑄鐵,,其機(jī)床鑄件的抗拉強(qiáng)度在300N/mm2以上,,我公司在生產(chǎn)機(jī)床鑄件十幾年工作經(jīng)驗(yàn)中不斷總結(jié),單從提方面來講,,其方法有二種,。
方法一:改變爐料的組成,增大廢鋼的加入量,,從而降低碳當(dāng)量并進(jìn)行包內(nèi)孕育處理,。
方法二:加入少量合金元素與孕育相結(jié)合的措施。方法一由于降低了碳,、硅含量,,其碳當(dāng)量較低,減少了石墨數(shù)量,,細(xì)化了石墨,,增加了初析奧氏體枝晶量,從而提高了機(jī)床鑄件的強(qiáng)度,但同時(shí)碳當(dāng)量的降低會導(dǎo)致機(jī)床床身鑄件性能的降低,,機(jī)床床身鑄件斷面敏感性增大,,機(jī)床鑄件內(nèi)應(yīng)力增加,硬度上升,,加工困難等問題,。
方法二利用在爐前加入少量合金元素,可適當(dāng)和強(qiáng)烈穩(wěn)定機(jī)床鑄件內(nèi)部珠光體的形成,,并部分細(xì)化珠光體,,鐵素體,形成適量的碳化物,,同時(shí)應(yīng)使原鐵液保持較高的碳當(dāng)量,,使其白口傾向減少,鑄造性能好,,不易產(chǎn)生縮孔,、縮松現(xiàn)象。經(jīng)過比較,,再根據(jù)我廠機(jī)床床身鑄件結(jié)構(gòu)的特點(diǎn)(結(jié)構(gòu)復(fù)雜,、薄壁鑄件),于是我們決定采用 種方法,,經(jīng)過多次分析和比較決定選用銅,、鉻兩鐘合金同時(shí)使用及孕育處理相結(jié)合的方法來進(jìn)行低合金化機(jī)床鑄件的試生產(chǎn)。
為了機(jī)床鑄件廠家低合金化機(jī)床鑄件的試制成功,,找出了一些在實(shí)際生產(chǎn)中影響低合金化機(jī)床鑄件試制的一些主要問題,,進(jìn)行因果分析。例如:原材料,、操作,、方法等,并對這些主要問題實(shí)行整改措施,,具體落實(shí)到工作人員,、檢查人員,從而使得這些問題在現(xiàn)場生產(chǎn)過程中事先就了控制,,以新產(chǎn)品試制成功,。
一、解決方案
(1),、配料計(jì)算
A:通過計(jì)算,,各原料 佳的加入比例:廢鋼25%;鐵30%,;回爐鐵20%,; 留用鐵水為25%,,使原鐵水的化學(xué)成分達(dá)到其要求。
(2),、電爐熔煉工藝
A:選擇合理的投料順序
留用鐵水……廢鋼……熔劑……鐵……回爐鐵……硅錳鐵……除渣……增碳劑……合金……陳渣
B:變質(zhì)劑鐵水包內(nèi)處理
C:孕育劑鐵水包內(nèi)處理
(3)爐前控制
A:光譜分析試樣,,調(diào)整其化學(xué)成分
B:用濕型三角試片檢測,原鐵水白口寬度一般控制在4毫米以下
(4)化學(xué)成分的選擇
A:原鐵水應(yīng)保持較高碳當(dāng)量,,以使鐵水具有良好流動性
B:鐵水在相同的碳當(dāng)量下,,選用高碳硅比(C/Si)
C:提高鐵液的出鐵溫度, 以使鐵水具有良好鑄態(tài)性能
(5)溫度控制
A:熱點(diǎn)隔測1520℃出鐵水
B:1480℃澆鑄
(6)原料
A:采用 的鐵,,干凈的廢鋼
B:硅鐵,、錳鐵、增碳劑的含量,,以其吸收率
(7)變質(zhì)劑、孕育劑,、合金的加入量(以出1.2噸鐵水為例)
A:按熔煉工藝要求,,變質(zhì)劑(氮化鉻)按0.3%稱量加入
C:孕育劑(鍶硅)按0.5%稱量加入
五、具體實(shí)施
各原料按配料百分比各自加入,,含碳量用增碳劑調(diào)整;含硅量則用75%硅鐵調(diào)整,;含錳量用65%錳鐵調(diào)整;磷和硫的含量均小于要求值,熔煉時(shí)鐵水溫度控制在1500℃——1520℃之間,。
(一),、低合金化灰鑄鐵(HT300)的理論設(shè)計(jì)和實(shí)際效果。
(二),、在實(shí)際測試中,,出鐵水溫度控制在1500℃——1520℃之間,澆鑄溫度控制在1470℃——1490℃之間,,鐵水的含碳量控制在c=3.15(%)——3.25(%),;硅控制在Si=2.10(%)——-2.30(%)時(shí);將合金:(銅)按1.2%比例加入,氮化鉻與孕育劑(鍶硅)按0.6%:1.0%加入時(shí),,發(fā)現(xiàn)抗拉強(qiáng)度可以達(dá)到360N/mm2敲三角試片,,白口寬度在6——-9毫米之間,同時(shí)鐵水流動性差,,敲開鑄件,,從它的斷面上可以看到,雖然斷面晶粒較細(xì),,但機(jī)床鑄件斷面的顏色呈銀灰色,,機(jī)床鑄件的薄壁處有“白口”現(xiàn)象出現(xiàn),而且敲打機(jī)床鑄件,,發(fā)現(xiàn)機(jī)床床身鑄件有脆化的趨勢,,機(jī)加工時(shí),,發(fā)現(xiàn)機(jī)床床身鑄件內(nèi)部有縮松現(xiàn)象發(fā)生,同時(shí)硬度達(dá)到HB240左右,,給機(jī)加工帶來困難,。
經(jīng)過多次反復(fù)調(diào)整, 終確定了合金:(銅)按0.9%加入,;氮化鉻與孕育劑(鍶硅)按0.3%:0.6%加入,,鐵水的含碳量控制在C=3.30(%)——3.35(%)之間,含硅量控制在Si=1.70(%)——-1.90(%)之間,,此時(shí)機(jī)床鑄件的抗拉強(qiáng)度仍可達(dá)到320N/mm2以上,,同時(shí)鐵水的流動性好,機(jī)床床身鑄件的各項(xiàng)性能指標(biāo)都表現(xiàn)良好,,而在鐵水保持高碳當(dāng)量時(shí),,應(yīng)有較高的碳量、較低的硅量,,這樣在添加合金后能獲得 好的強(qiáng)度和斷面均勻性,、防止硅增加鐵素體、粗化珠光體,、中和合金元素的作用,。同時(shí),在機(jī)加工時(shí),,發(fā)現(xiàn)機(jī)床鑄件內(nèi)部的縮松現(xiàn)象也不見了,,三角試片白口寬度降至4毫米以下,而機(jī)床鑄件硬度仍可保持在HB=180—200左右,,床身鑄件薄壁處未出現(xiàn)“白口”現(xiàn)象,,通過這樣不斷反復(fù)調(diào)整,終于生產(chǎn)出合格的機(jī)床床身鑄件,。

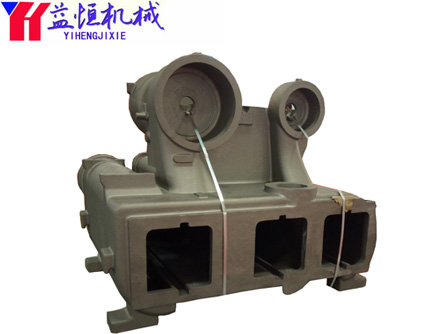
 驅(qū)動殼體鑄件
驅(qū)動殼體鑄件是灰鐵鑄件,,灰...
驅(qū)動殼體鑄件
驅(qū)動殼體鑄件是灰鐵鑄件,,灰...
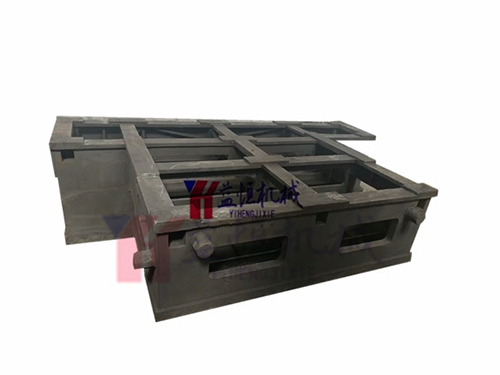
 灰鐵箱體
灰鐵箱體在黏土含量方面的表...
灰鐵箱體
灰鐵箱體在黏土含量方面的表...
 機(jī)床鑄件
機(jī)床鑄件是機(jī)械鑄件等眾多鑄...
機(jī)床鑄件
機(jī)床鑄件是機(jī)械鑄件等眾多鑄...
 球墨消防栓鑄件
球墨消防栓鑄件等溫淬火工藝...
球墨消防栓鑄件
球墨消防栓鑄件等溫淬火工藝...
