 鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、...
鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、... 選礦機(jī)械配件鑄造件在鑄造過(guò)程中,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊...
選礦機(jī)械配件鑄造件在鑄造過(guò)程中,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門(mén)泵體閥門(mén)是用來(lái)開(kāi)閉管路,、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
泵體閥門(mén)泵體閥門(mén)是用來(lái)開(kāi)閉管路,、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...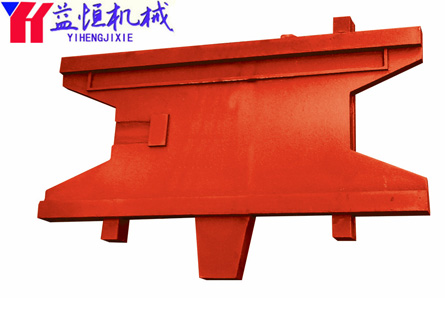
大托板生產(chǎn)上有未融合的縫隙,,其交接邊緣是圓滑的這種縫隙稱(chēng)冷隔,。大托板局部為充滿,,托板缺肉,末端呈圓弧稱(chēng)澆不到,。干沙實(shí)型鑄造特別是無(wú)負(fù)壓情況下澆注鐵合金是,,大托板很容易出現(xiàn)冷隔和澆不到缺陷,造成大托板報(bào)廢,。
泡沫型被加熱,、分解、分解產(chǎn)物又被加熱到金屬液的溫度需要吸收熱量,,從而使金屬液降溫,;另外,分解氣體增大了液體金屬充型的阻力,。這兩個(gè)原因使的金屬液體流動(dòng)性降低,,這是產(chǎn)生冷隔和澆不到的主要原因。
此外,,澆注方案,、澆注系統(tǒng)結(jié)構(gòu)及澆注操作對(duì)產(chǎn)生冷隔、澆不到也有影響,。
托板生產(chǎn)防止措施:
①提高金屬液澆注溫度,。實(shí)型鑄造澆注溫度應(yīng)比同樣條件下砂型鑄造澆注溫度至少提高30℃,一般建議提高30~50攝氏度,。
②澆注時(shí)施以負(fù)壓,。在型壁負(fù)壓下澆注可降低金屬液充型時(shí)氣體的阻力,當(dāng)泡沫型質(zhì)量較好,,密度小而,、發(fā)氣量小時(shí),澆注鋁合金鑄件可以不用負(fù)壓澆注,。當(dāng)泡沫型質(zhì)量差時(shí),,澆注鑄件時(shí)需要負(fù)壓。澆注大托板時(shí)一般均都采用負(fù)壓澆注,。
③選擇合理的澆注方案和澆注系統(tǒng)結(jié)構(gòu),。如采用頂注試澆注系統(tǒng),空心直澆道,,盡量減短澆注系統(tǒng)總長(zhǎng)度,,讓金屬液流程縮短,充型過(guò)程流暢,,以防止冷隔和澆不到缺陷,。
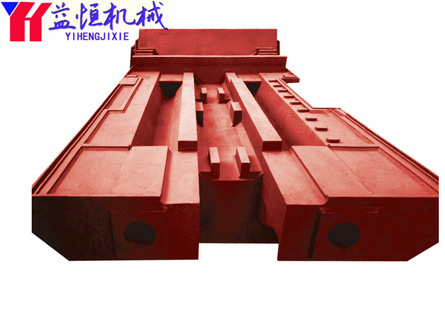
 機(jī)床
機(jī)床鑄件是工業(yè)發(fā)展 &n...
機(jī)床
機(jī)床鑄件是工業(yè)發(fā)展 &n...
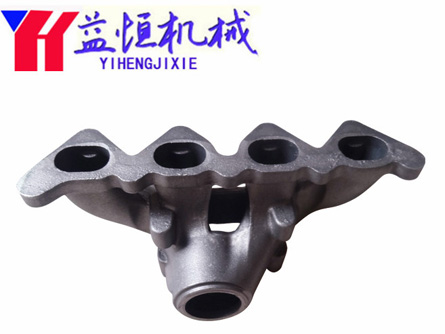 球墨鐵鑄件制造
球墨鐵鑄件制造有優(yōu)良的機(jī)械...
球墨鐵鑄件制造
球墨鐵鑄件制造有優(yōu)良的機(jī)械...
 礦山機(jī)械配件
礦山機(jī)械配件 1、質(zhì)量可靠:...
礦山機(jī)械配件
礦山機(jī)械配件 1、質(zhì)量可靠:...
 120床身
120床身內(nèi),、外部不允許有疏松...
120床身
120床身內(nèi),、外部不允許有疏松...
