|
|
|
|
|
|
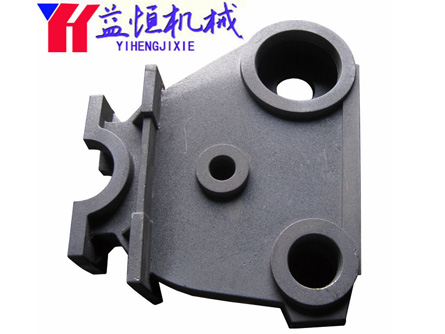
目前大型機床鑄件大部分為灰鑄鐵,,對大型機床鑄鐵件的質(zhì)量,,要從化學成分、原材料質(zhì)量,、配料,、合金化、熔煉溫度,、孕育處理直至熱時效等環(huán)境嚴格控制,。
1,、熔煉環(huán)節(jié)
1)碳當量,。應采用較高的碳當量,HT250,,以3,。95為好;HT300,,以3,。82為好;HT350,,以3,。76為好。
2)硅碳比,。建議 好將硅碳比控制在0,。55-0。62。
3)合金化控制,。合金元素的加入有利于鑄件性能提高,,一般w(Cu)0。4-0,。6%或w(Cr)0,。2-0。4%,。
2,、配料
生鐵的加入量要低于10%,同時采用高廢鋼,、高滲碳工藝,,這樣石墨品質(zhì)好。
3,、鐵液溫度
高的鐵液溫度可細化石墨,,是高碳當量、灰鑄鐵的基礎,。鐵液溫度為1500-1550℃時,,鐵液氧化會減少,SiO2灰渣顯著降低,。