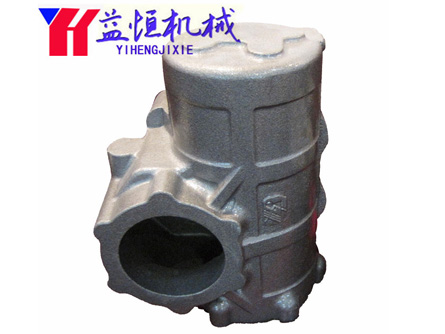
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,,現(xiàn)已建立了從模具制造、...
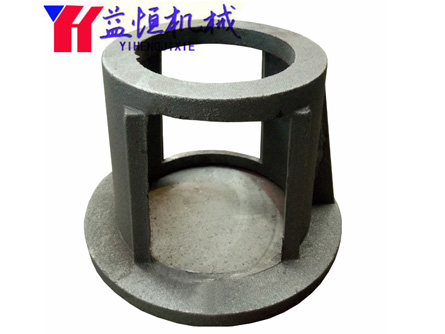
鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,,現(xiàn)已建立了從模具制造、... 選礦機(jī)械配件鑄造件在鑄造過程中,,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊...
選礦機(jī)械配件鑄造件在鑄造過程中,,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門泵體閥門是用來開閉管路、控制流向,、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
泵體閥門泵體閥門是用來開閉管路、控制流向,、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
蘇州機(jī)床鑄件的缺陷:通過對幾種傳統(tǒng)焊補(bǔ)工藝在機(jī)床鑄件缺陷處的修補(bǔ)結(jié)果,,分析蘇州機(jī)床鑄件結(jié)果不佳的原因,。
通過對鑄造缺陷修補(bǔ)機(jī)在機(jī)床鑄件的結(jié)果的,確定一種確實(shí)可行的在蘇州機(jī)床鑄件上的及其工藝,。傳統(tǒng)焊補(bǔ)工藝的焊補(bǔ)結(jié)果及分析材質(zhì)ht200,,導(dǎo)軌缺陷處面積s<1000mm2,h<8mm,。熱處理狀態(tài):3件未進(jìn)行表面淬火,,1件已表面淬火。用鎳基焊粉f103,,電弧焊用鑄鐵焊條:z308,、z248。2.1.2噴焊設(shè)備,,電弧焊設(shè)備,,鎳基焊粉f103(c≤0.158.0
1、噴焊
按噴焊工藝執(zhí)行,,將導(dǎo)軌面預(yù)熱至150℃以上,,完成初步焊粉的噴涂后,將噴涂面加熱至900℃-1200℃以上,,使焊粉熔化后形成平整面,。由于預(yù)熱及加熱時(shí)間長,,工件受熱面積較大,熱應(yīng)力較大,比電弧焊 容易產(chǎn)生裂紋,,同時(shí)線收縮產(chǎn)生裂紋傾向 大,。由于裂紋傾向受噴焊時(shí)間、噴層厚度等因素影響,,缺陷大小受到限制,,而且焊補(bǔ)的缺陷需清理干凈,由于噴粉中含fe量比例較高,形成的噴層較電弧焊與母材的顏色 相近,。但因具有量的ni,,所以無法與母材顏色 接近,焊補(bǔ)后可以進(jìn)行機(jī)械加工,。
2,、電弧焊
用鑄鐵焊條z248進(jìn)行焊補(bǔ),焊補(bǔ)工藝分兩種,, 種:焊前預(yù)熱至550℃-650℃,,焊補(bǔ)后保溫5-8小時(shí); 種:工件焊前不預(yù)熱,,焊后保溫3-4小時(shí),。兩種方法均易出現(xiàn)裂紋、硬點(diǎn),焊補(bǔ)后不容易進(jìn)行機(jī)械加工,。焊條價(jià)格便宜,。用鎳基鑄鐵焊條z308焊條焊補(bǔ),焊層與焊層之間應(yīng)停頓冷卻至60℃以下,,焊補(bǔ)區(qū)少氣孔,、裂紋產(chǎn)生,機(jī)械加工性良好,結(jié)合,、無脫落現(xiàn)象,由于機(jī)床導(dǎo)軌加工后吸油及焊條吹力的影響,易產(chǎn)生咬邊,、形成“焊補(bǔ)痕跡”,焊補(bǔ)區(qū)顏色與母材有很大區(qū)別,而且焊條價(jià)格昂貴。
3,、從分析的結(jié)果就可以得出:
傳統(tǒng)焊補(bǔ)工藝不能解決機(jī)床導(dǎo)軌缺陷的根本原因是統(tǒng)的噴焊,、電弧焊工藝,焊補(bǔ)后易產(chǎn)生裂紋,工件易受熱變形,容易出現(xiàn)二次氣孔,,焊補(bǔ)處金屬顏色與母材差異大是其共同的特點(diǎn),。