 鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、...
鑄造加工件我公司鑄造與機(jī)械加工為一體,始建于1985年,,現(xiàn)已建立了從模具制造,、... 選礦機(jī)械配件鑄造件在鑄造過程中,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊...
選礦機(jī)械配件鑄造件在鑄造過程中,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門泵體閥門是用來開閉管路,、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
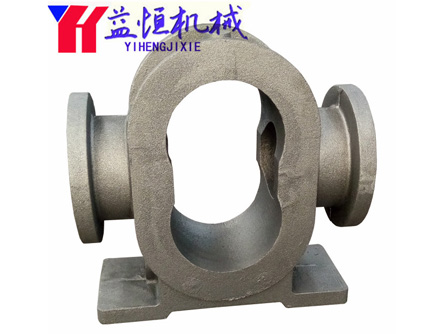
泵體閥門泵體閥門是用來開閉管路,、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...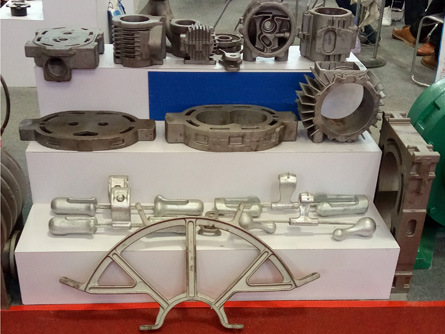
對(duì)于鍍鋅零件來說他的保養(yǎng)也是重要,只對(duì)鍍鋅零件保養(yǎng)好了才有可能發(fā)揮他的 大功效,,對(duì)于鍍鋅零件在使用之前要對(duì)鍍鋅零件進(jìn)行的檢查,,對(duì)于表面不太平整的地方,要進(jìn)行表面的清污處理,,鍍鋅零件如有凹陷的地方,,就需使用過氯乙烯填充鍍鋅零件的凹陷,,每次刮涂不宜太厚,刮涂厚度一般在0.5毫米左右,,鍍鋅零件填充一次不能到位,,下次進(jìn)行要等上次的材料干后在進(jìn)行。對(duì)于鍍鋅零件在打磨的時(shí)候要采用水磨技術(shù),,在打磨的過程中為了防止鍍鋅零件生銹那么在進(jìn)行打磨的時(shí)候要采用防銹水進(jìn)行打磨的處理,,鍍鋅零件在清理打磨后,對(duì)于鍍鋅零件進(jìn)行涂漆的時(shí)候要注意,,底漆在使用前 充分?jǐn)嚢杈鶆?,稀釋到適當(dāng)?shù)拿芏龋龠M(jìn)行涂刷或噴漆,。 后一到膩?zhàn)哟蚰デ謇砀蓛艉?,需要噴涂氯乙?nbsp; 道底漆,這樣就可以的提高漆膜的平整度及高漆膜的光澤,。
隨著時(shí)代的發(fā)展,,中國(guó)經(jīng)濟(jì)還有一個(gè)相當(dāng)大的持續(xù)發(fā)展?jié)摿Γ@對(duì)于中國(guó)機(jī)工業(yè)來說可以增長(zhǎng)20%-25%速度,,這對(duì)于中國(guó)的鍍鋅零件件行來說也是非常有影響的,,我國(guó)鍍鋅零件的總產(chǎn)量以經(jīng)超3100萬噸,已連續(xù)居世界 位8年之久,,隨著我國(guó)的鍍鋅零件企業(yè)質(zhì)量的提高,,整體 的加強(qiáng)、核心競(jìng)爭(zhēng)力的明顯提升,,使我國(guó)的鍍鋅零件行業(yè)都有了長(zhǎng)足的進(jìn)展,。
鍍鋅零件中的基礎(chǔ)都是箱體形結(jié)構(gòu),并增設(shè)了很多強(qiáng)筋,,鍍鋅零件上的一些部位,,如導(dǎo)軌面、軸孔和T型槽等處較厚大,,除易產(chǎn)生縮孔,、縮松外,還由于鍍鋅零件性能對(duì)壁厚較敏感,,而易使該處組織疏松,,石墨粗大,硬度低,,不,。當(dāng)這此部位的厚度與周圍連接壁相差過大時(shí)不易產(chǎn)生裂紋缺陷。由于鍍鋅零件的切削加工向自動(dòng)化,高速化,、切削方向的發(fā)展,,數(shù)控機(jī)床的出現(xiàn),使鍍鋅零件結(jié)構(gòu)產(chǎn)生一些變化,,帶來一些鑄造工藝的問題,。對(duì)于鍍鋅零件易產(chǎn)生的缺陷及位置,在對(duì)以上的問題進(jìn)行分析后,,在基于以上的一此問題,,在來設(shè)計(jì)鍍鋅零件的話就可以設(shè)計(jì)出 合理的鍍鋅零件結(jié)構(gòu)。
球墨鑄件冒口補(bǔ)縮不進(jìn):球墨鑄件鍍鋅零件冷卻,,球墨鑄件中的鍍鋅零件補(bǔ)縮通道窄小,。碳當(dāng)量高,石墨析出早,,石墨化膨脹泛起早,,加上石墨球數(shù)和共晶團(tuán)數(shù)量多,固-液區(qū)擴(kuò)展,,導(dǎo)致液態(tài)通道窄小,,容易堵塞,補(bǔ)縮液體難以進(jìn)入鑄件,,特別是補(bǔ)縮液體(或補(bǔ)縮作用)不能遠(yuǎn)離傳送。如果不針對(duì)這種情況采取措施,,也會(huì)導(dǎo)致補(bǔ)縮失敗,,發(fā)生縮孔、縮松,。冒口對(duì)各軸頸心部的補(bǔ)縮作用較明顯,,球墨鑄件局部地區(qū)存在與冒口補(bǔ)縮通道不相通的孤立熱節(jié) 各種曲軸生產(chǎn)中。而對(duì)各曲拐內(nèi)側(cè)轉(zhuǎn)角部位幾乎沒有補(bǔ)縮作用,。同一鑄型內(nèi),,同時(shí)用無冒口和冒口補(bǔ)縮兩種工藝鑄造6110曲軸,球墨鑄件解剖發(fā)現(xiàn):有冒口補(bǔ)縮的曲軸各檔軸頸心部都沒有縮松,,無冒口曲軸各擋軸頸心部都有大小為φ20φ30mm縮松,。用計(jì)算機(jī)進(jìn)行凝固模擬顯示, 后凝固區(qū)也與這些部位吻合,。說明球墨鑄件內(nèi)部存在著貫穿整根曲軸各個(gè)軸頸心部的液態(tài)補(bǔ)縮通道,,此通道經(jīng)過的熱節(jié)在冒口補(bǔ)縮時(shí)沒有縮松,沒有冒口補(bǔ)縮就有縮松,。而曲軸加工后概況磁力探傷經(jīng)常發(fā)現(xiàn),,無論是無冒口鑄造還是有冒口補(bǔ)縮的曲軸,各曲拐內(nèi)側(cè)轉(zhuǎn)角處往往有縮松,說明這些部位有孤立的熱節(jié)存在這些熱節(jié)不與心部的補(bǔ)縮通道相通,,冒口補(bǔ)縮不到因此容易發(fā)生縮松,。為此,這些部位需要設(shè)置冷鐵,。
鍍鋅零件由于是多孔質(zhì)結(jié)構(gòu),。即使鍍上了鋅層,由于概況有大量孔隙存在其抗蝕性能仍然不會(huì)好,,因此有些對(duì)抗蝕性能有較的鑄鐵件采用了熱鍍鋅工藝,,但是對(duì)于鍍鋅零件,前處置懲罰時(shí)要注意以下事項(xiàng):
1.不要采用酸洗除銹工藝,, 好是采用噴砂去除表面的氧化皮,,這樣可以將表面的氧化物和砂型殘留物基本清理干凈;
2.下槽浸鍍前充分預(yù)熱后再下到熱鍍鋅槽浸鋅,,這樣可以通過加熱將孔隙中的水汽等驅(qū)除,,有利于鋅液在概況的浸潤(rùn)。

 渦輪殼體
渦輪殼體開式鍛造與閉模式鍛...
渦輪殼體
渦輪殼體開式鍛造與閉模式鍛...
 鑄造加工件1
我公司鑄造與機(jī)械加工為一體...
鑄造加工件1
我公司鑄造與機(jī)械加工為一體...
 機(jī)床鑄鐵床身
機(jī)床鑄鐵床身加工流程包括:...
機(jī)床鑄鐵床身
機(jī)床鑄鐵床身加工流程包括:...
 灰鐵鑄件加工
灰鐵鑄件加工凝固方式:窄結(jié)...
灰鐵鑄件加工
灰鐵鑄件加工凝固方式:窄結(jié)...
