 益恒球墨件益恒球墨件均應(yīng)在熱處理后使用:因?yàn)殍T態(tài)下的益恒球墨件內(nèi)部存在...
益恒球墨件益恒球墨件均應(yīng)在熱處理后使用:因?yàn)殍T態(tài)下的益恒球墨件內(nèi)部存在... 機(jī)床鑄件廠家益恒機(jī)械鑄造是生產(chǎn)機(jī)床鑄件廠家,,為了的灰鑄鐵,其機(jī)床鑄件的抗...
機(jī)床鑄件廠家益恒機(jī)械鑄造是生產(chǎn)機(jī)床鑄件廠家,,為了的灰鑄鐵,其機(jī)床鑄件的抗... 精密球墨鑄件球墨鑄件的檢測主要包括尺寸檢查,、外觀和表面的目視檢查,、化學(xué)成...
精密球墨鑄件球墨鑄件的檢測主要包括尺寸檢查,、外觀和表面的目視檢查,、化學(xué)成... 選礦機(jī)械配件鑄造件具有較高的熱強(qiáng)度,可以承受較高的工作溫度,,可以抵抗高溫...
選礦機(jī)械配件鑄造件具有較高的熱強(qiáng)度,可以承受較高的工作溫度,,可以抵抗高溫... 鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,現(xiàn)已建立了從模具制...
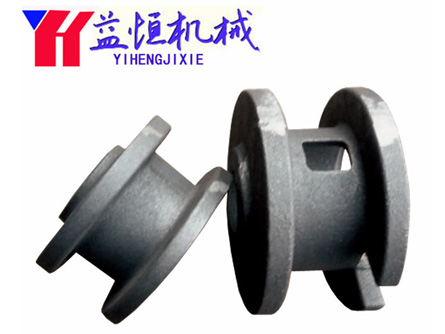
鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,現(xiàn)已建立了從模具制...影響閥桿支承座液態(tài)模鍛質(zhì)量的主要因素
●澆注溫度
澆注溫度過高,,增加形成縮孔的傾向,,它需增大壓力。澆注溫度過低,,將增加自由凝固結(jié)殼厚度,,降低加壓效果。一般采用低溫澆注,,可減少制件收縮和因收縮而產(chǎn)生的缺陷,,提高模具壽命。本工藝澆注溫度為720℃,。
●加壓開始時間
加壓開始時間是液態(tài)金屬注人模膛至加壓開始的時間間隔,。從理論上講,液態(tài)金屬注人模膛后,,過熱度喪失殆盡,,到“零流動性溫度”加壓為宜。加壓開始時間的選用主要與合金熔點(diǎn)和特性有關(guān),。本工藝加壓前延遲15s,。
●模具溫度
模具溫度低,,將降低加壓效果,還會增加冷隔,,形成柱狀晶等缺陷,;模具溫度高,容易粘焊,,加速模具磨損,。模具溫度選用與合金凝固溫度、制件尺寸,、形狀有關(guān)。本工藝模具預(yù)熱溫度為150~200℃,,工作溫度為200~300℃,。
●保壓時間
升壓階段一旦結(jié)束,便進(jìn)入穩(wěn)定加壓,,即保壓階段,。從保壓開始至結(jié)束(卸壓)的時間間隔為保壓時間。本工藝的保壓時間為25s,。
●加壓速度
加壓速度指加壓開始時液壓機(jī)行程速度,。加壓速度過快,金屬液易卷入氣體和飛濺,;過慢自由結(jié)殼太厚,,降低加壓效果。加壓速度的大小主要與制件尺寸有關(guān),。
●比壓值
壓力因素是閥桿支承座液態(tài)模鍛成敗的關(guān)鍵,,常用比壓值來衡量。比壓的大小與加壓方式,、制件幾何形狀尺寸,、合金特性等相關(guān)。平?jīng)_頭壓制比壓高于異形沖頭壓制,;實(shí)心件比壓高于空心件,,高制件比壓高于矮制件;逐層凝固合金選用的比壓高于糊狀凝固的合金,。本工藝采用比壓值為60~80MPa,。
