鑄造加工件1我公司鑄造與機(jī)械加工為一體,,始建于1985年,,現(xiàn)已建立了從模具制造、...
鑄造加工件1我公司鑄造與機(jī)械加工為一體,,始建于1985年,,現(xiàn)已建立了從模具制造、... 鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,,現(xiàn)已建立了從模具制造,、...
鑄造加工件我公司鑄造與機(jī)械加工為一體,,始建于1985年,,現(xiàn)已建立了從模具制造,、... 選礦機(jī)械配件鑄造件在鑄造過(guò)程中,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊...
選礦機(jī)械配件鑄造件在鑄造過(guò)程中,金屬液可以完全填充模具,,使零件的內(nèi)部結(jié)構(gòu)緊... 泵體閥門泵體閥門是用來(lái)開閉管路,、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫...
泵體閥門泵體閥門是用來(lái)開閉管路,、控制流向、調(diào)節(jié)和控制輸送介質(zhì)的參數(shù)(溫... 大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
大型球墨管件球墨鑄鐵管件密封性能好,不易滲漏,可減少管網(wǎng)漏失率和降低管網(wǎng)日常維...
|
|
|
|
|
|
|
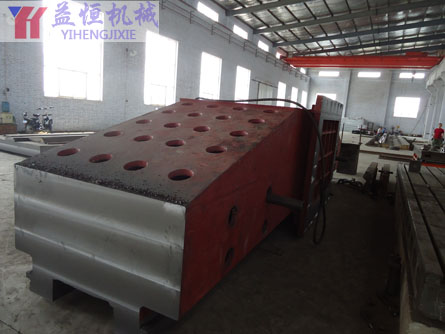
機(jī)床床身生產(chǎn)工藝:我公司有一條完善的樹脂砂生產(chǎn)線,,各種大型機(jī)床床身均采用樹脂砂,、消失模鑄造。這種工藝使得鑄件尺寸,,均勻一致,,不扣箱,鑄件無(wú)飛邊,、毛刺,;表面光滑度接近鑄造,內(nèi)部結(jié)構(gòu)穩(wěn)定,,排除或降低了砂眼,、氣空等鑄造缺陷,整個(gè)生產(chǎn)過(guò)程環(huán)保,,沒有污染,。
為了增加機(jī)床床身鑄件的力學(xué)性能,、減輕鑄件重量,、鑄件的縮孔和防止鑄件產(chǎn)生裂紋,、變形夾砂等缺陷,在床身鑄件結(jié)構(gòu)設(shè)計(jì)中大量采用肋,。
在肋的設(shè)計(jì)中,,應(yīng)考慮其合理的位置,形狀和尺寸,。在滿足鑄件使用要求的條件下,,應(yīng)考慮其可鑄性。
設(shè)計(jì)肋時(shí),,要盡量分散與減少熱點(diǎn),,避免多條肋互相交錯(cuò),肋與肋,、肋與壁的鏈接處要有圓角,,垂直于分型面的肋應(yīng)有鑄造斜度。除此,,還應(yīng)考慮一下問(wèn)題,;
1、應(yīng)用肋來(lái)提高床身鑄件質(zhì)量和負(fù)載性能,,再設(shè)計(jì)鑄鐵件加強(qiáng)肋時(shí),,應(yīng)考慮鑄鐵的抗壓強(qiáng)度是抗拉強(qiáng)度的3~4倍的特點(diǎn),不應(yīng)使肋處在拉應(yīng)力狀態(tài)下工作,,而應(yīng)使其在承受壓力狀態(tài)下工作,。
2、肋的布局應(yīng)盡量減少熱節(jié)點(diǎn),;肋的布置要盡量避免肋與肋的十字形交叉,,肋與壁相交時(shí)候如有 ,可在熱節(jié)點(diǎn)出開孔,,以防止縮松,、裂紋。
3,、肋的尺寸 肋的厚度應(yīng)小于床身鑄件壁厚,,鑄件腔中肋的厚度又應(yīng)小于鑄件外肋。
機(jī)床床身鑄件的變形原因往往是復(fù)雜的,,但是我們只要掌握其變形規(guī)律,,分析其產(chǎn)生原因,采用不同的方法進(jìn)行預(yù)防床身鑄件的變形是能夠減少的,,也是能夠控制的,。一般來(lái)說(shuō),,對(duì)于床身鑄件的熱處理變形可采用以下方法預(yù)防?!?/p>
1,、合理選材,對(duì)于床身鑄件應(yīng)選擇材質(zhì)好的為變形鋼(如空淬鋼),,對(duì)碳化物質(zhì)的應(yīng)進(jìn)行合理鍛造并進(jìn)行調(diào)質(zhì)熱處理,,對(duì)較大和無(wú)法鍛造鋼進(jìn)行固融雙細(xì)化熱處理?! ?/p>
2,、機(jī)床床身鑄件結(jié)構(gòu)設(shè)計(jì)要合理,厚薄不要太懸殊,,形狀要對(duì)稱,,對(duì)于形狀較大鑄件要掌握變形規(guī)律,預(yù)留加工量,,對(duì)于大型,、復(fù)雜的可采用組合結(jié)構(gòu)?!?/p>
3,、復(fù)雜機(jī)床床身鑄件要進(jìn)行預(yù)先熱處理,機(jī)械加工過(guò)成中產(chǎn)生的殘余應(yīng)力,?! ?/p>
4、合理選擇加熱溫度,,控制加熱速度,,對(duì)于復(fù)雜機(jī)床鑄件可采用緩慢加熱,預(yù)熱和其它均衡加熱方法來(lái)減少鑄件熱處理變形,?! ?/p>
5、對(duì)于復(fù)雜機(jī)床床身鑄件,,在條件允許的情況下,,盡量用真空加熱或淬火工藝?! ?/p>
6,、在修補(bǔ)機(jī)床床身鑄件砂眼、氣孔,、磨損等缺陷時(shí),,選用冷焊機(jī)等熱影響小的設(shè)備以避免過(guò)程中變形的產(chǎn)生?!?/p>
另外,,正確的熱處理工藝操作(如堵孔,,綁孔、機(jī)械固定,、適宜的加熱方法,、正確選擇鑄件的冷卻方向和冷卻介質(zhì)的運(yùn)動(dòng)方向等)和合理的回火熱處理工藝也是減少機(jī)床床身鑄件變形的措施?!?/p>

 灰鐵機(jī)水桶
灰鐵機(jī)水桶的復(fù)驗(yàn)條件是如果...
灰鐵機(jī)水桶
灰鐵機(jī)水桶的復(fù)驗(yàn)條件是如果...
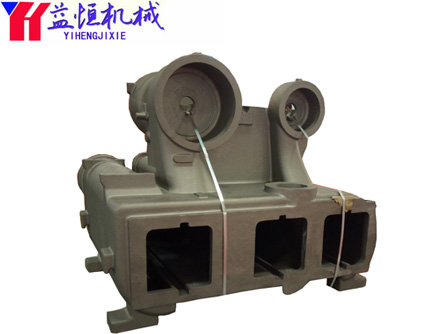 灰鐵箱體
灰鐵箱體在黏土含量方面的表...
灰鐵箱體
灰鐵箱體在黏土含量方面的表...
 大型機(jī)床鑄鐵件
目前大型機(jī)床鑄鐵件大部分為...
大型機(jī)床鑄鐵件
目前大型機(jī)床鑄鐵件大部分為...
 內(nèi)蒙圓蓋
內(nèi)蒙圓蓋的材質(zhì)是球墨鑄鐵,,...
內(nèi)蒙圓蓋
內(nèi)蒙圓蓋的材質(zhì)是球墨鑄鐵,,...